maio 1, 2024
Uma visão geral da soldagem por infravermelho (IR)
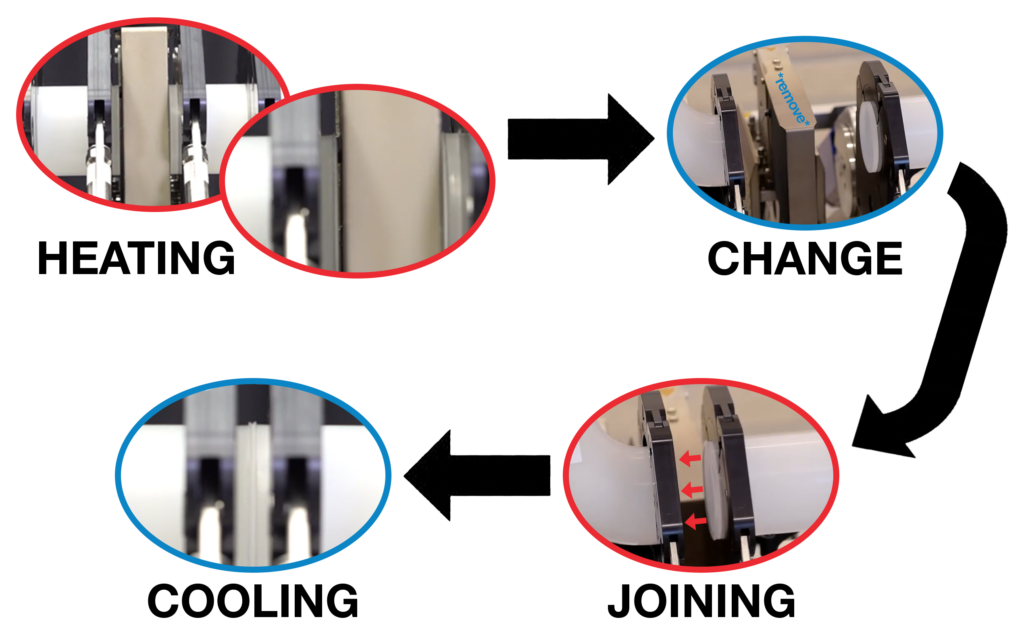
A soldagem por infravermelho (IR) é um método sem contato que usa uma placa aquecida para derreter tubos, válvulas e conexões de termoplástico antes da união. Os componentes soldados são aquecidos a uma distância prescrita da placa aquecedora por um tempo preciso para garantir que a temperatura ideal seja atingida. Os componentes são reunidos sob pressão e podem criar uma junta de solda homogênea.
As vantagens da soldagem por infravermelho em relação a outros métodos, especialmente para aplicações de alta pureza, são inúmeras. Além disso, a natureza automatizada do AGRU SP-Series de ferramentas de soldagem AGRU SP-Series oferece benefícios adicionais, que vão desde a consistência até o aumento da rastreabilidade.
- O aquecimento sem contato resulta em contaminação zero do material, desde o elemento de aquecimento até os materiais do tubo. Isso significa que há menos oportunidades de introduzir contaminantes no sistema.
- A receita precisa de aquecimento faz com que os cordões de solda internos do sistema de tubulação sejam muito pequenos. Consequentemente, há menos espaço para o crescimento de biofilme ou bactérias nas áreas em que não há fluxo turbulento.
- Automação: O processo de soldagem por infravermelho nas ferramentas da série SP da AGRU é amplamente automatizado. A máquina executa totalmente o aplainamento, o aquecimento, a união e o resfriamento, reduzindo a oportunidade de erro do usuário e garantindo que o processo seja preciso e repetível com os parâmetros exatos do sistema. Isso significa que:
- Cada solda deve ser idêntica e estar de acordo com as especificações. Quando todas as soldas têm a mesma aparência, é mais fácil identificar os casos extremos em que a influência externa pode ter tido um impacto negativo na qualidade da solda.
- A precisão e a velocidade das ferramentas automatizadas aumentam a confiabilidade da solda, especialmente em materiais em que a faixa de temperatura para criar boas soldas é estreita e a janela de transição entre as fases de aquecimento e união é curta. Em particular, as ferramentas de infravermelho são normalmente recomendadas para a soldagem de ECTFE (Halar®) para obter a máxima qualidade de solda. Além disso, isso pode ser útil na soldagem de sistemas de contenção dupla, em que parâmetros personalizados podem ser criados para qualquer combinação de tamanho desejada.
- A união automatizada permite a soldagem “controlada por força”, em que a força exata de união entre os dois componentes é constantemente monitorada e ajustada conforme necessário. Se for aplicada força excessiva durante o processo de união, você corre o risco de espremer muito do material fundido entre os componentes, o que pode resultar em uma “solda fria”. As soldas frias são caracterizadas pelo fato de uma parte dos componentes ser unida fisicamente, mas não ser realmente unida nesse local. Usando a tecnologia de controle de força tecnologiaa SP-Series de ferramentas IR podem reduzir o risco de ocorrência dessas juntas.
Um componente essencial de um programa de soldagem por infravermelho bem-sucedido é a rastreabilidade da solda e as métricas de QA/QC.
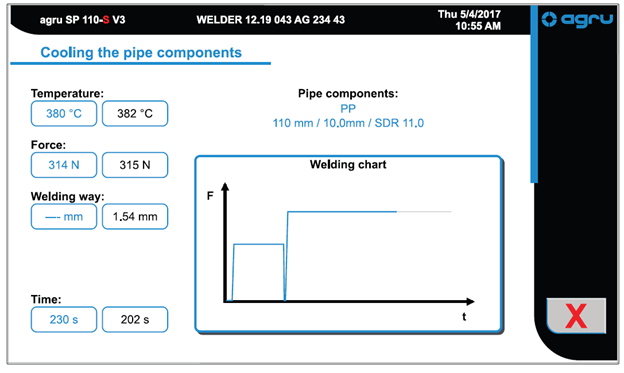
À medida que cada solda é realizada, a série SP de ferramentas de soldagem por infravermelho monitora e registra continuamente os dados de soldagem, como temperatura, forçae perda de fusão. Esses dados são comparados com a faixa programada de valores aceitáveis. Além de a ferramenta rejeitar as soldas que se desviaram dos parâmetros, os dados de cada solda são armazenados na ferramenta.
Após a conclusão da solda, a ferramenta imprimirá uma série de etiquetas para identificar a solda, incluindo um número de série e a designação “Solda OK”. Normalmente, essas etiquetas são aplicadas ao conjunto do carretel próximo à solda e ao mapa de solda associado.
Ao vincular o número de série na etiqueta de solda aos dados de solda, que podem ser exportados da ferramenta para um PDF ou banco de dados de solda autônomo, os parâmetros e o desempenho da ferramenta durante a solda podem ser revisados a qualquer momento no futuro.
Embora as ferramentas em si sirvam como a primeira linha de defesa contra soldas ruins, é imperativo ter um processo robusto de QA/QC para inspeção após a conclusão da solda.
Normalmente, os inspetores de QA/QC passam por um curso especial de inspeção de solda fornecido pelo fabricante. Esse curso aborda os fundamentos da soldagem por infravermelho, o processo de união e como avaliar visualmente a qualidade da solda por meio da inspeção do cordão.
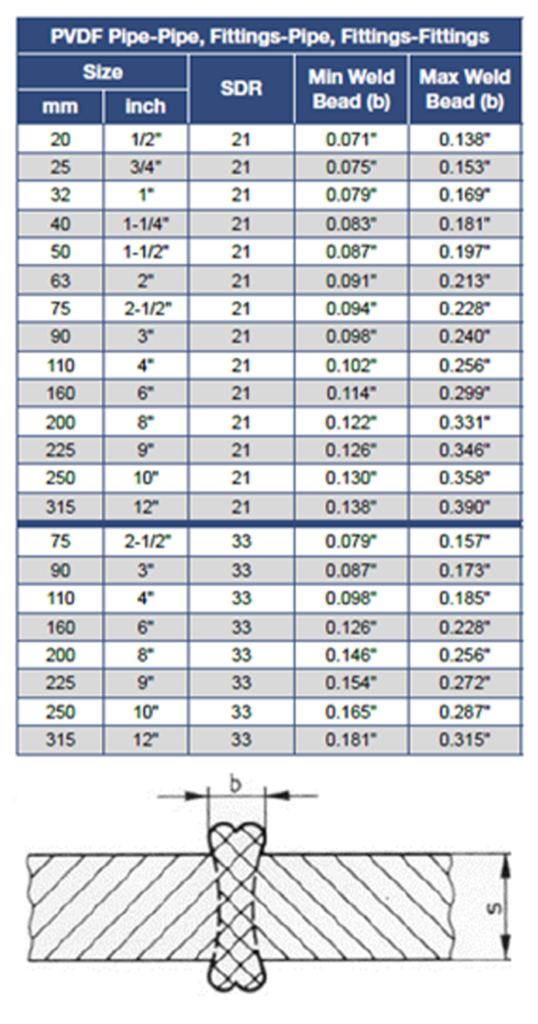
Na maioria dos casos, o cordão de solda deve ser simétrico em sua forma e dimensão. Existem valores publicados para a largura total do cordão de solda por infravermelho em todos os tamanhos e materiais, o que permite uma avaliação quantitativa da solda.
Ao combinar a automação e o monitoramento avançados das ferramentas de soldagem da série SP com um sólido programa de inspeção de QA/QC, é possível instalar sistemas de tubulação com dezenas de milhares de soldas por infravermelho e ter total confiança na confiabilidade e na pureza do sistema.
AVISO DO EDITOR: Observe que as informações contidas neste artigo são apenas para fins educacionais e não substituem nenhuma informação técnica ou especificação de produto da Asahi/America.
Consulte o departamento técnico da Asahi/America pelo telefone 1-800-343-3618 ou pelo site pipe@asahi-america.com sobre todas as aplicações de produtos no que diz respeito à seleção de materiais com base na pressão, temperatura, fatores ambientais, produtos químicos, mídia, aplicação e muito mais.