
maio 1, 2021
Círculo interno
Sistemas de tubulação de alta pureza: Seleção de materiais e soldagem
Contribuição de Dave Stiles, gerente de desenvolvimento de negócios, High Purity Products
Tanto na fabricação de semicondutores quanto no setor de ciências biológicas, a água purificada (PW), a água deionizada (DI) e a água ultrapurificada (UPW) desempenham um papel fundamental na qualidade do produto final. A especificação de materiais de tubulação e métodos de união adequados é uma consideração importante para os engenheiros de sistemas MEP. Os engenheiros especificadores dessas disciplinas já têm um conhecimento profundo da seleção de materiais, mas você sabia que os métodos de união podem ter um impacto maior no desempenho do sistema? Um especificador deve encontrar um equilíbrio entre confiabilidade, desempenho, conformidade normativa e economia. Vamos dar uma olhada nos métodos de união, nas aplicações típicas e nas limitações desses métodos.
Normalmente, o processo de projeto começa com uma análise dos requisitos de qualidade da água dos usuários finais. A lista de padrões estabelecidos é grande. Cada um deles foi desenvolvido para atender a uma determinada aplicação. Alguns dão maior ênfase à resistividade, enquanto outros priorizam o carbono orgânico total (TOC), partículas ou cargas bacterianas. Felizmente, esses padrões podem ser divididos em três grandes grupos que se alinham com os sistemas de tubulação de alta pureza da Asahi/America (consulte a tabela 1). Embora haja algum grau de flexibilidade, o especificador deve considerar as válvulas disponíveis, os tamanhos dos tubos e as faixas de pressão que podem restringir a seleção.
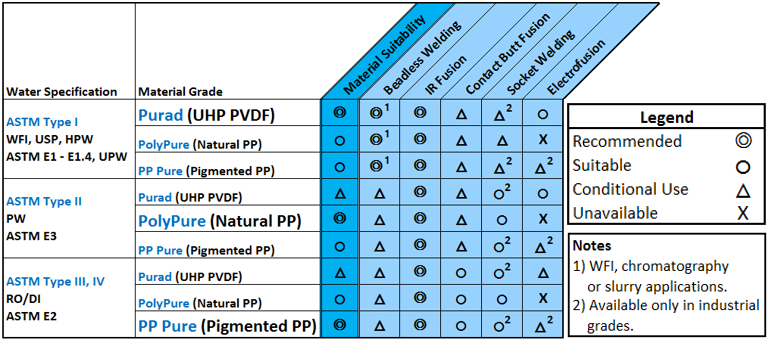
Depois de definir um grau de material adequado, você deve abordar a questão dos métodos de soldagem. A soldagem inadequada ou as juntas mecânicas podem degradar gravemente um sistema. A fusão por infravermelho (IR) se destaca por ter um excelente desempenho devido ao seu pequeno tamanho de cordão e repetibilidade. Isso decorre do uso da tecnologia de controle de força que emprega um transdutor de pressão, acionamento sem-fim e parâmetros pré-programados. O transdutor de pressão limita a força de união e evita que muito material fundido seja expulso da zona afetada pelo calor, causando uma solda fria. Esse método contrasta com a tecnologia de controle de distância encontrada em muitas ferramentas mais antigas. Além disso, o método de aquecimento sem contato não introduz contaminantes no cordão. Na maioria das aplicações de alta pureza, a fusão por infravermelho prova ser a solução ideal. Entretanto, para qualquer regra, há exceções.
Notavelmente, a soldagem sem cordão, que usa um balão especialmente projetado dentro da tubulação durante o processo de soldagem para eliminar qualquer cordão, pode ser preferida para sistemas que precisam ser totalmente drenáveis ou que são particularmente sensíveis ao crescimento de biofilme, como água para injeção (WFI) ou cromatografia. Ao optar pelo processo sem cordão, você deve entender que esse é o método de soldagem mais lento e relativamente caro. O instalador está fundindo novamente o termoplástico e formando um material homogêneo. Com equipamentos de soldagem automatizados, a soldagem sem cordão é bastante confiável, mas pode ser assustadora para empreiteiros não familiarizados com o processo. A soldagem sem cordão requer planejamento porque o balão interno deve ser removido após a soldagem. Isso é abordado nos procedimentos de treinamento da Asahi/America antes do início do trabalho. Como em todos os métodos de soldagem, é fundamental que os fabricantes recebam treinamento do fabricante que atenda a todos os padrões e códigos atuais antes de concluir qualquer trabalho em um projeto. O programa de certificação da Asahi normalmente consiste em treinar os operadores para usar o equipamento e garantir que eles sejam capazes de produzir soldas confiáveis.
A soldagem de soquete é um método muito simples de união que usa uma bucha de aquecimento e um acoplamento que funde o tubo. Esse método tem mérito em aplicações menos críticas ou em trabalhos pequenos em que o custo de operação de uma ferramenta de soldagem por infravermelho é proibitivo. A soldagem de soquete resulta em grandes cordões internos e fendas que podem favorecer o crescimento de biofilme. Se a aplicação não for biofarmacêutica e exigir drenagem total, considere permitir a soldagem de soquete em uma determinada porcentagem de soldas. Essa flexibilidade oferece às empreiteiras a capacidade de utilizar esse método junto com a fusão por infravermelho em locais difíceis, como conexões finais ou juntas impossíveis.
A fusão de topo com contato é outra opção viável para algumas aplicações. O cordão interno é maior do que o da soldagem por infravermelho, mas menor do que o da soldagem por soquete. O processo é menos sensível à circulação de ar do que a soldagem por infravermelho e, portanto, pode ser realizado em uma ampla variedade de ambientes de fabricação. Infelizmente, ele também pode introduzir algum nível de contaminação no cordão. Esse método de soldagem é mais comum em aplicações químicas, contenção dupla ou uso industrial.
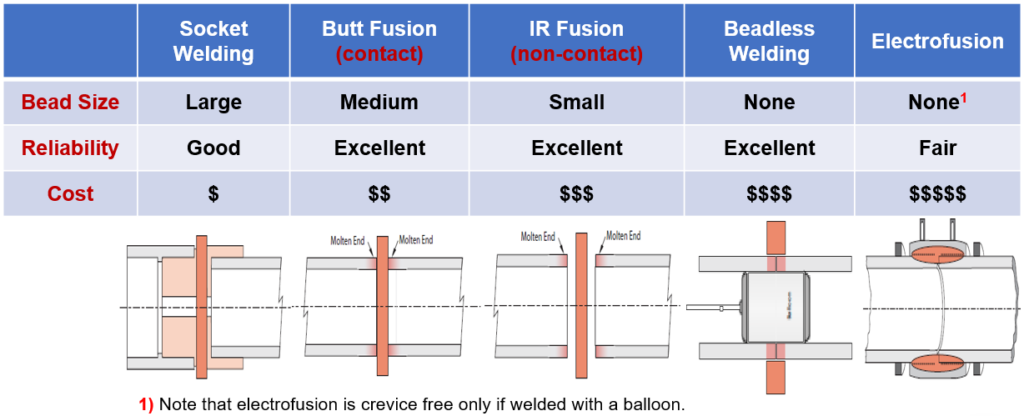
A eletrofusão é um método de união que utiliza o calor obtido pela resistência de uma bobina elétrica quando a energia é aplicada. A bobina dos materiais da Asahi/America é sempre incorporada ao acoplamento para evitar a exposição ao fluido do sistema. Essa técnica tem uma função limitada em sistemas de alta pureza e geralmente só é recomendada quando não há outra opção disponível. É excelente para conexões de difícil acesso, mas deixará uma pequena fenda entre as extremidades do tubo. Essa fenda pode abrigar biofilme e, portanto, deve ser evitada em aplicações que exijam baixo TOC. Os acoplamentos para sistemas de polipropileno são tecnicamente de nível industrial. Sua disponibilidade é mencionada apenas para fins informativos e não como uma recomendação de que sejam usados em aplicações de alta pureza. No entanto, no caso do PVDF de meia polegada a duas polegadas, a Asahi/America oferece um sistema exclusivo que usa um balão inserido no ID do tubo. O balão de alta pureza é inflado durante a fusão, o que pressiona a parede interna, evitando a formação de uma fenda.
A maioria das empreiteiras possui equipamentos de soldagem e emprega pessoas que receberam certificações especiais da American Welding Society (AWS) para realizar a soldagem de termoplásticos. Para aqueles que não possuem seus próprios equipamentos de soldagem, a Asahi/America mantém uma frota de equipamentos de fusão. É importante especificar quem pode soldar a tubulação para as aplicações. O processo de certificação da Asahi garante que os fabricantes recebam treinamento suficiente para operar o equipamento e realizar soldas de forma confiável. Para mais informações, a Asahi/America pode fornecer um guia abrangente de projeto de engenharia e especificações de produtos, bem como oportunidades de almoço e aprendizado para a sua equipe. Sinta-se à vontade para entrar em contato com a equipe BDM da Asahi em caso de dúvidas.
AVISO DO EDITOR: Observe que as informações contidas neste artigo são apenas para fins educacionais e não substituem nenhuma informação técnica ou especificação de produto da Asahi/America.
Consulte o departamento técnico da Asahi/America pelo telefone 1-800-343-3618 ou pelo site pipe@asahi-america.com sobre todas as aplicações de produtos no que diz respeito à seleção de materiais com base na pressão, temperatura, fatores ambientais, produtos químicos, mídia, aplicação e muito mais.