mai 1, 2024
Aperçu du soudage par infrarouge (IR)
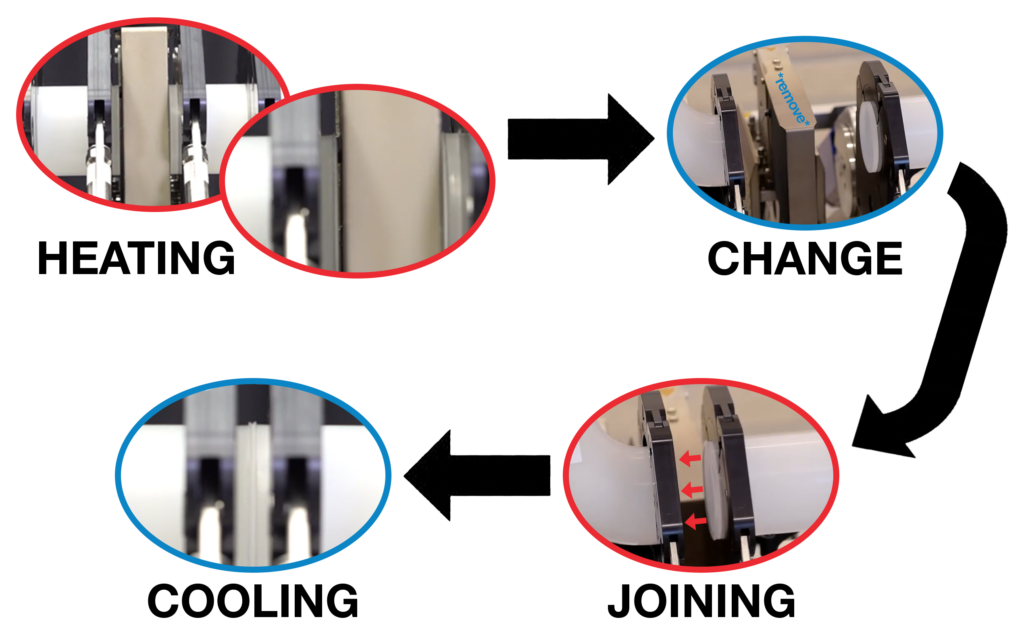
Le soudage par infrarouge (IR) est une méthode sans contact qui utilise une plaque chauffante pour faire fondre les tuyaux, les vannes et les raccords thermoplastiques avant de les assembler. Les composants soudés sont chauffés à une distance prescrite de la plaque chauffante pendant une durée précise afin d’obtenir une température optimale. Les composants sont réunis sous pression et on leur permet de créer un joint de soudure homogène.
Les avantages du soudage IR par rapport à d’autres méthodes, en particulier pour les applications de haute pureté, sont nombreux. En outre, la nature automatisée de la AGRU SP-Series d’AGRU offre des avantages supplémentaires, allant de la cohérence à une meilleure traçabilité.
- Le chauffage sans contact permet d’éviter toute contamination entre l’élément chauffant et les matériaux de la tuyauterie. Cela signifie qu’il y a moins de possibilités d’introduire des contaminants dans le système.
- La recette de chauffage précise permet d’obtenir de très petits cordons de soudure internes dans le système de tuyauterie. Par conséquent, il y a moins de place pour le biofilm ou la croissance bactérienne dans les zones qui ne sont pas soumises à un flux turbulent.
- Automatisation : Le processus de soudage IR sur les outils de la série AGRU SP est largement automatisé. La machine effectue entièrement le rabotage, le chauffage, l’assemblage et le refroidissement, ce qui réduit les risques d’erreur de la part de l’utilisateur et garantit que le processus est précis et reproductible aux paramètres exacts du système. Cela signifie que :
- Chaque soudure doit être identique et conforme aux spécifications. Lorsque toutes les soudures sont identiques, il est plus facile d’identifier les cas où une influence extérieure a pu avoir un impact négatif sur la qualité de la soudure.
- La précision et la vitesse des outils automatisés augmentent la fiabilité des soudures, en particulier sur les matériaux pour lesquels la plage de température permettant de créer de bonnes soudures est étroite et la fenêtre de transition entre les phases de chauffage et d’assemblage est courte. En particulier, les outils IR sont généralement recommandés pour le soudage de l’ECTFE (Halar®) afin d’obtenir une qualité de soudure maximale. En outre, cela peut s’avérer utile lors du soudage de systèmes de double confinement où des paramètres personnalisés peuvent être créés pour toute combinaison de taille souhaitée.
- L’assemblage automatisé permet un soudage « à force contrôlée », où la force exacte d’assemblage entre les deux composants est constamment surveillée et ajustée en fonction des besoins. Si une force excessive est appliquée pendant le processus d’assemblage, il y a un risque de presser trop de matériau fondu entre les composants, ce qui peut entraîner une « soudure à froid ». Les soudures à froid se caractérisent par le fait qu’une partie des composants est physiquement jointe mais n’est pas réellement collée à cet endroit. En utilisant la technologie contrôléeles outils IR de la Série SP d’outils IR peuvent réduire le risque d’apparition de ces joints.
La traçabilité des soudures et les mesures d’assurance et de contrôle de la qualité constituent un élément essentiel d’un programme de soudage IR réussi.
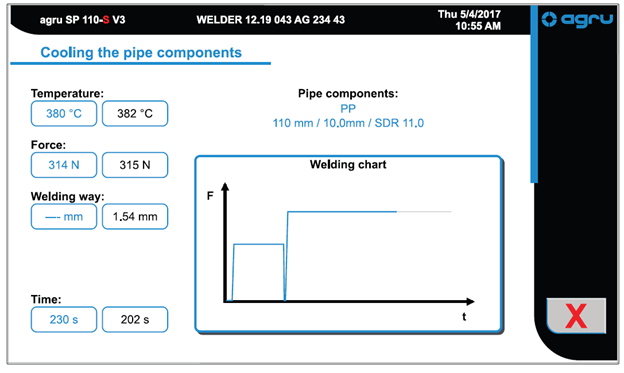
Lors de chaque soudage, les outils de soudage IR de la série SP surveillent et enregistrent en permanence les données de soudage telles que la température, la forceet la perte de fusion. Ces données sont comparées à la plage programmée de valeurs acceptables. Non seulement l’outil rejette les soudures qui s’écartent des paramètres, mais les données de chaque soudure sont stockées dans l’outil.
Une fois la soudure terminée, l’outil imprime une série d’étiquettes pour identifier la soudure, y compris un numéro de série et une désignation « soudure OK ». Ces étiquettes sont généralement apposées sur l’assemblage de la bobine à proximité de la soudure et sur la carte de soudure associée.
En associant le numéro de série de l’étiquette de soudage aux données de soudage, qui peuvent être exportées de l’outil vers un fichier PDF ou une base de données de soudage autonome, les paramètres et les performances de l’outil pendant le soudage peuvent être revus à tout moment dans le futur.
Si les outils eux-mêmes constituent la première ligne de défense contre les mauvaises soudures, il est impératif de disposer d’un solide processus d’AQ/CQ pour l’inspection une fois la soudure terminée.
En règle générale, les inspecteurs AQ/CQ suivent un cours spécial sur l’inspection des soudures dispensé par le fabricant. Ce cours couvre les principes fondamentaux du soudage IR, le processus d’assemblage et la manière d’évaluer visuellement la qualité de la soudure par le biais de l’inspection des cordons.
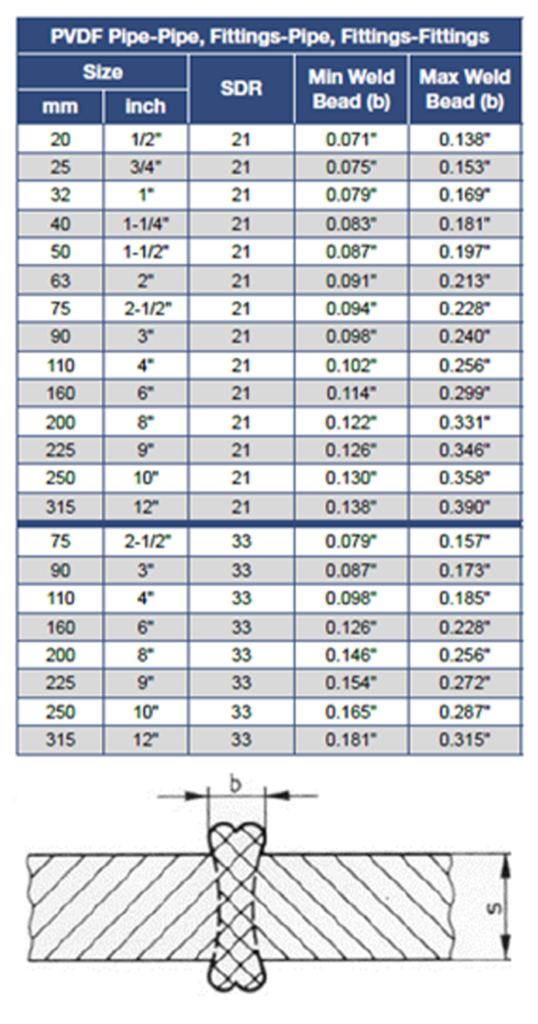
Dans la plupart des cas, un cordon de soudure doit être symétrique dans sa forme et ses dimensions. Il existe des valeurs publiées pour la largeur globale du cordon de soudure IR pour toutes les tailles et tous les matériaux, ce qui permet une évaluation quantitative de la soudure.
En associant l’automatisation et la surveillance avancées des outils de soudage de la série SP à un solide programme d’inspection AQ/CQ, il est possible d’installer des systèmes de tuyauterie comportant des dizaines de milliers de soudures IR et d’avoir une confiance totale dans la fiabilité et la pureté du système.
AVIS DE L’ÉDITEUR : Veuillez noter que les informations contenues dans cet article sont uniquement destinées à des fins éducatives et ne remplacent pas les informations techniques ou les spécifications des produits d’Asahi/America.
Veuillez consulter le service technique d’Asahi/America au 1-800-343-3618 ou à l’adresse pipe@asahi-america.com pour toutes les applications de produits en ce qui concerne la sélection des matériaux en fonction de la pression, de la température, des facteurs environnementaux, des produits chimiques, des médias, de l’application, etc.