mayo 1, 2024
Visión general de la soldadura por infrarrojos (IR)
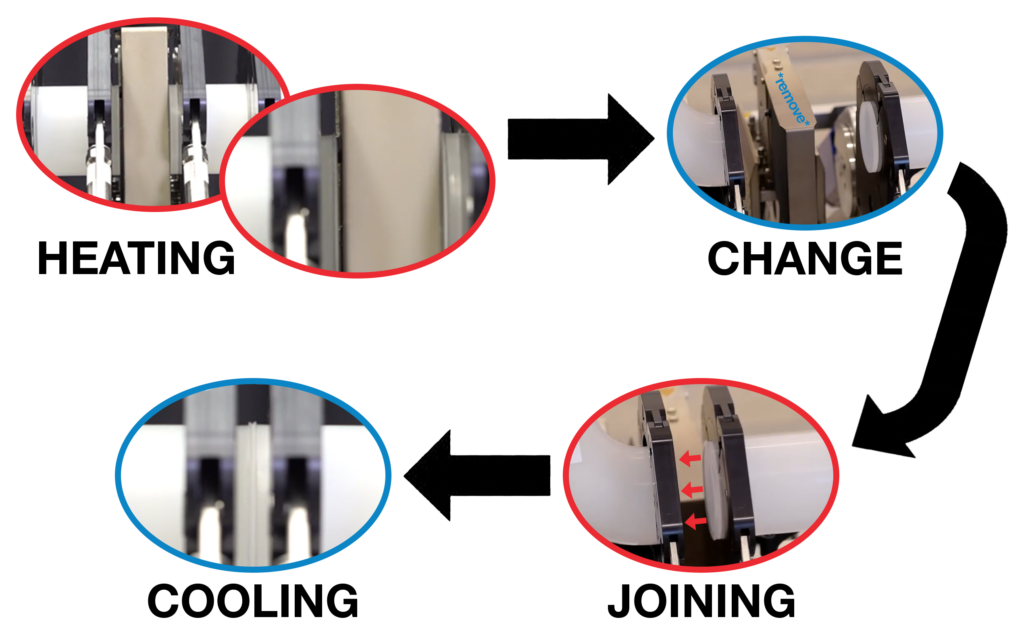
La soldadura por infrarrojos (IR) es un método sin contacto que utiliza una placa calentada para fundir tuberías, válvulas y accesorios termoplásticos antes de unirlos. Los componentes soldados se calientan a una distancia prescrita de la placa calefactora durante un tiempo preciso para garantizar que se alcanza la temperatura óptima, tras lo cual los compo Los componentes se juntan bajo presión y se deja que creen una unión soldada homogénea.
Las ventajas de la soldadura IR sobre otros métodos, en particular para aplicaciones de alta pureza, son numerosas. Además, el carácter automatizado de la Serie SP de AGRU de herramientas de soldadura proporciona ventajas adicionales, que van desde la consistencia hasta una mayor trazabilidad.
- El calentamiento sin contacto hace que no haya contaminación del material desde el elemento calefactor hasta los materiales de la tubería. Esto significa que hay menos posibilidades de introducir contaminantes en el sistema.
- La receta precisa de calentamiento hace que los cordones de soldadura internos del sistema de tuberías sean muy pequeños. En consecuencia, hay menos espacio para el crecimiento de biopelículas o bacterias en las zonas que no ven el flujo turbulento.
- Automatización: El proceso de soldadura por infrarrojos en las herramientas de la Serie SP de AGRU está automatizado en gran medida. La máquina realiza completamente el cepillado, el calentamiento, la unión y el enfriamiento, reduciendo la posibilidad de error del usuario y garantizando que el proceso sea preciso y repetible con los parámetros exactos del sistema. Esto significa:
- Cada soldadura debe ser idéntica y cumplir las especificaciones. Cuando todas las soldaduras tienen el mismo aspecto, es más fácil identificar cualquier caso límite en el que la influencia externa pueda haber tenido un impacto negativo en la calidad de la soldadura.
- La precisión y velocidad de las herramientas automatizadas aumentan la fiabilidad de la soldadura, especialmente en materiales en los que el intervalo de temperatura para crear buenas soldaduras es estrecho y la ventana de transición entre las fases de calentamiento y unión es corta. En particular, las herramientas IR suelen recomendarse para soldar ECTFE (Halar®), para obtener la máxima calidad de soldadura. Además, esto puede ser útil al soldar sistemas de doble contención, en los que se pueden crear parámetros personalizados para cualquier combinación de tamaños deseada.
- La unión automatizada permite la soldadura «controlada por fuerza», en la que la fuerza de unión exacta entre los dos componentes se controla constantemente y se ajusta según sea necesario. Si se aplica una fuerza excesiva durante el proceso de unión, existe el riesgo de exprimir demasiado material fundido de entre los componentes, lo que puede dar lugar a una «soldadura fría». Las soldaduras en frío se caracterizan porque una parte de los componentes se une físicamente, pero no está realmente unida en ese lugar. Utilizando la tecnología controlada por fuerzala Serie SP de herramientas IR pueden reducir el riesgo de que se produzcan estas uniones.
Un componente crítico del éxito de un programa de soldadura por infrarrojos es la trazabilidad de la soldadura y las métricas de aseguramiento de la calidad y control de calidad.
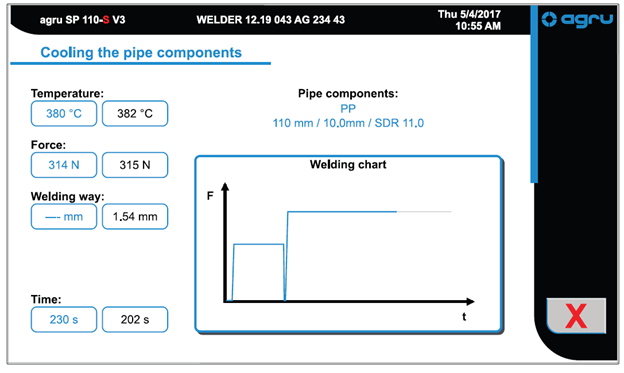
A medida que se realiza cada soldadura, la Serie SP de herramientas de soldadura por infrarrojos supervisa y registra continuamente datos de soldadura como la temperatura, fuerzay pérdida de fusión. Estos datos se comparan con el rango programado de valores aceptables. La herramienta no sólo rechazará las soldaduras que se hayan desviado de los parámetros, sino que los datos de cada soldadura se almacenan en la herramienta.
Una vez finalizada la soldadura, la herramienta imprimirá una serie de etiquetas para identificar la soldadura, incluido un número de serie y una designación de «Soldadura OK». Estas etiquetas suelen aplicarse tanto al conjunto de bobina cercano a la soldadura como al mapa de soldadura asociado.
Al vincular el número de serie de la etiqueta de soldadura a los datos de soldadura, que pueden exportarse desde la herramienta a un PDF o a una base de datos de soldadura independiente, los parámetros y el rendimiento de la herramienta durante la soldadura pueden revisarse en cualquier momento en el futuro.
Aunque las propias herramientas son la primera línea de defensa contra las soldaduras defectuosas, es imprescindible contar con un sólido proceso de aseguramiento de la calidad y control de calidad para la inspección una vez finalizada la soldadura.
Normalmente, los inspectores de control de calidad realizan un curso especial de inspección de soldaduras impartido por el fabricante. Este curso abarca los fundamentos de la soldadura IR, el proceso de unión y cómo evaluar visualmente la calidad de la soldadura mediante la inspección del cordón.
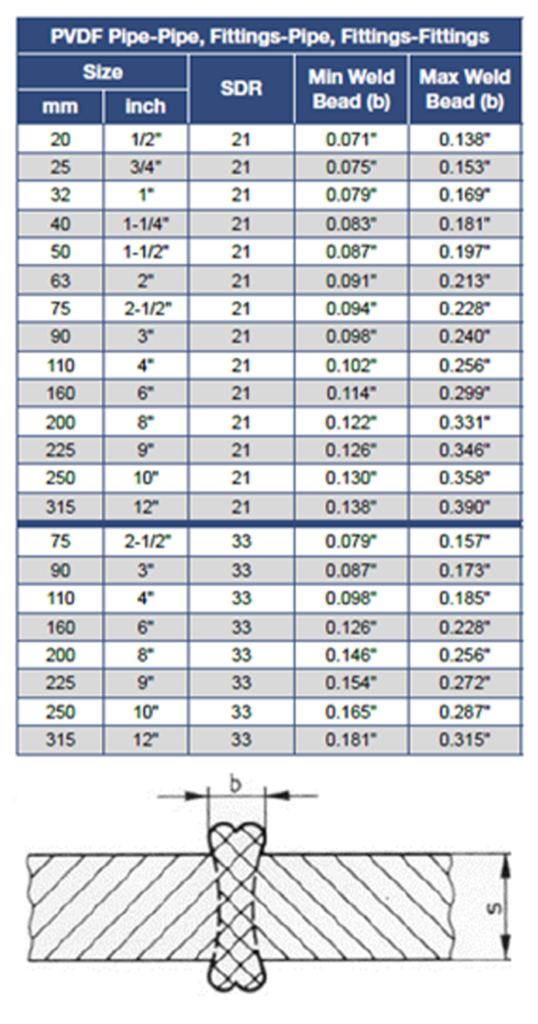
En la mayoría de los casos, un cordón de soldadura debe ser simétrico tanto en su forma como en sus dimensiones. Existen valores publicados para la anchura total del cordón de la soldadura IR en todos los tamaños y materiales, lo que permite una evaluación cuantitativa de la soldadura.
Combinando la automatización y supervisión avanzadas de las herramientas de soldadura de la Serie SP con un sólido programa de inspección de aseguramiento y control de la calidad, es posible instalar sistemas de tuberías con decenas de miles de soldaduras por infrarrojos y confiar plenamente tanto en la fiabilidad como en la pureza del sistema.
AVISO DEL EDITOR: Ten en cuenta que la información de este artículo sólo tiene fines educativos y no sustituye a ninguna información técnica ni especificación de producto de Asahi/America.
Consulta al departamento técnico de Asahi/America en el 1-800-343-3618 o en pipe@asahi-america.com sobre todas las aplicaciones de productos en lo que respecta a la selección de materiales en función de la presión, la temperatura, los factores medioambientales, los productos químicos, los medios, la aplicación, etc.